¿Qué es el mecanizado de 5 ejes?
El fresado es uno de los procesos de producción más antiguos, pero nunca pasa de moda. De acuerdo con los cronistas, la primera fresadora para materiales metálicos se diseñó a principios del siglo XIX. El siguiente paso evolutivo importante data de mediados del siglo XIX, cuando la empresa Brown & Sharp presenta una fresadora universal. Durante más de un siglo, se utilizaron tres dimensiones en el fresado tradicional, denominadas eje X, eje Y y eje Z, siguiendo el sistema de coordenadas cartesianas. El eje X es (generalmente) horizontal. El eje Y se mueve de atrás adelante y viceversa según lo haga quien lo observa. Y en el eje Z se producen los movimientos hacia arriba y hacia abajo.
Durante más de un siglo, los tres ejes transversales lineales definieron los límites geométricos del proceso de fresado convencional. Aunque más tarde se hizo posible posicionar el husillo en el ángulo deseado o sujetar las piezas de trabajo con un elemento giratorio, el mecanizado de moldeado siempre permaneció encallado en el modelo de 3 ejes. No obstante, el fresado evolucionó en uno de los procesos de producción dominantes de la industria metalúrgica.
Aunque el desarrollo del control NC y, posteriormente, del CNC desde los años 60 ha ampliado cada vez más las posibilidades de mecanizado, el fresado de 3 ejes continúa siendo indispensable. Así lo refrenda un estudio conjunto dirigido por el Fraunhofer Institute for Production Technology IPT y por la WBA Aachener Werkzeugbau Akademie en 2018, según el cual el fresado de 3 ejes continúa siendo la configuración de ejes dominante, incluso en la fabricación de herramientas, abarcando casi el 50 %, mientras que hace cuatro años solo se utilizaba un 10 % de configuraciones de 5 ejes.
Los motivos indicados en el estudio por la sorprendentemente baja prevalencia del fresado de 5 ejes son obvios. Por un lado, una grande parte de las piezas de trabajo producidas no requieren necesariamente un mecanizado simultáneo de 5 ejes. Por el otro, la baja prevalencia del mecanizado de 5 ejes puede justificarse por las mayores dificultades que deben afrontar las empresas usuarias, especialmente en lo tocante a la programación. No obstante, precisamente en estos dos aspectos, la interacción de la innovación y la evolución están jugando a favor del fresado de 5 ejes.
Fresado de 5 ejes con futuro

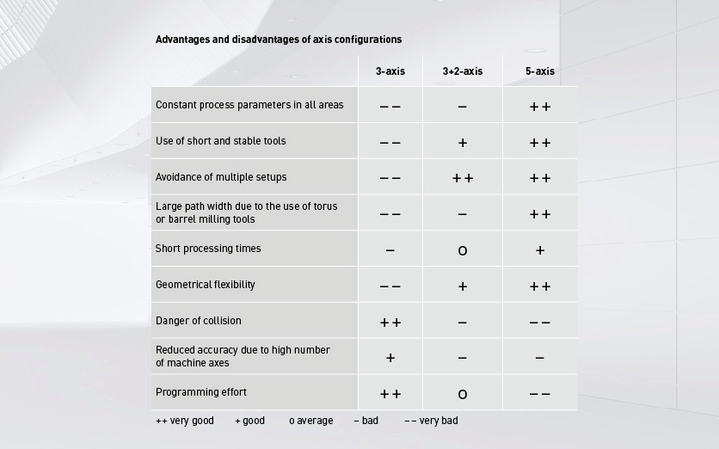
En primer lugar, en un proceso de fresado de 5 ejes, es importante distinguir si la herramienta se puede posicionar únicamente en el espacio con dos ejes giratorios adicionales además de los tres ejes lineales o si se puede mover completamente al mismo tiempo. En el primer caso, hablamos de un mecanizado de 3+2 ejes, en el que el cuarto y quinto ejes giratorios sujetan la pieza de trabajo en una orientación fija, pero el fresado se realiza en 3 ejes. Por el contrario, en el fresado "real" o simultáneo de 5 ejes, todos los ejes de la máquina se pueden mover interpolándose entre sí para formar cualquier constelación.

El fresado simultáneo de 5 ejes en avance
Debería considerarse desde el principio: la penetración del mercado, que todavía es muy baja desde una perspectiva de 5 ejes, parece que cambiará notablemente en favor de esta última en un futuro, pese a la complejidad que entraña su uso. Esto es algo que también aparece (mediante un ejemplo) en el estudio anteriormente mencionado de hace cuatro años. En ese momento, los fabricantes de herramientas consultados asumieron un crecimiento futuro de los procesos de 5 ejes (en el proceso de acabado) de más del 50 %.
Naturalmente, las ventajas del fresado 3D son cada vez más computables y lucrativas para los usuarios. Con respecto a la tecnología de producción, por ejemplo, gracias a los cinco ejes controlados numéricamente, se puede establecer la posición de la herramienta y sus bordes de corte en cualquier punto de la pieza de trabajo, atravesándola una superficie curva (superficie de forma libre), al tiempo que se mantiene el ángulo deseado con la superficie de la pieza de trabajo con una elevada precisión.
Una de las principales ventajas de una máquina de 5 ejes es la capacidad de producir componentes precisos y piezas de trabajo complejas en solo un montaje, reduciendo el tiempo y los costes. Como resultado de este nivel de libertad, el mecanizado simultáneo de 5 ejes se puede utilizar para producir virtualmente cualquier contorno de pieza en la misma operación sin modificar la sujeción. Esto ahorra tiempos muertos improductivos, además de imprecisiones a la hora de cambiar de una máquina a la siguiente. Además, la herramienta siempre se puede posicionar perfectamente con respecto a la pieza de trabajo. Esto permite utilizar herramientas con una menor longitud estándar. Esta característica, en cambio, aumenta la rigidez, permite mayores tasas de alimentación y prolonga la vida de la herramienta.
Las razones por parte del mercado para que exista una tasa de crecimiento del fresado de 5 ejes indican una tendencia hacia piezas de trabajo cada vez más exigentes y complejas en tamaños de lote cada vez menores. A esto hay que añadir las crecientes demandas de la calidad de precisión y superficial de los componentes, así como tiempos de respuesta y plazos de entrega cada vez más cortos. Además, los fabricantes como DMG MORI también están promoviendo una mayor aceptación de centros de mecanizado adecuados de 5 ejes. Además, los fabricantes de máquinas herramientas pueden confiar en controles inteligentes cada vez mayores, que a medio plazo aportarían al taller la programación de tareas de mecánico de 5 ejes en el campo de visión del usuario. Y, finalmente, los proveedores también continúan mejorando la cadena de proceso digital desde CAD a CAM y a CNC. Por tanto, muchos expertos asumen que la programación NC completamente automática que incluya simulación inteligente podría ser una realidad muy pronto.
Máquinas para fresado simultáneo de 5 ejes
No obstante, la base del éxito ha sido y sigue siendo, naturalmente, la fresadora adecuada o el centro de mecanizado correcto. Además de los ejes X, Y y Z, los ejes A, B, y C se encargan de los movimientos de giro necesarios del husillo o de la pieza de trabajo o de la mesa de sujeción en varias agrupaciones, según la cinemática de las máquinas. De hecho, el movimiento relativo universal entre la herramienta y la pieza de trabajo se alcanza principalmente de tres modos, como nos ha enseñado el mítico manual de CNC:
- con la pieza de trabajo fijada y dos ejes giratorios de la herramienta,
- con un eje fijo de la herramienta y dos movimientos basculantes de la pieza de trabajo, p. ej., mediante una mesa giratoria basculante, o
- con un movimiento basculante del eje de la herramienta y un movimiento basculante de la pieza de trabajo, que tienen una compensación entre sí de 90°.
En las fresas con mesa basculante, por ejemplo, la mesa con el eje A gira alrededor del recorrido longitudinal del eje X, mientras que las fresadoras con un cabezal basculante, el eje B del cabezal de fresado gira alrededor del eje Y y, al mismo tiempo, el eje C gira alrededor del eje Z. La gama de piezas de trabajo del cliente siempre decide qué agrupación es la adecuada para un usuario.

Observaciones finales
En conclusión, queda por mencionar que las bases del fresado de 5 ejes en fresadoras no son diferentes del fresado de 5 ejes en tornos. En este caso, surgirían preguntas acerca de las ventajas de la integración del proceso. Eso, no obstante, es una "historia" totalmente diferente que trataremos en un artículo posterior.